Selecting the ideal packaging conveyor systems is crucial for manufacturers and contract packagers aiming for efficiency, reliability, and top-quality results. Whether your business operates in food, bakery, wood, cosmetics, pharmaceuticals, or printing, the right conveyor can make all the difference in your shrink wrap process. This guide explores how to choose the best conveyor for your application, focusing on performance, product compatibility, and integration with advanced shrink wrap machinery.
What Makes Packaging Conveyor Systems Essential in Shrink Wrapping?
Packaging conveyor systems are the backbone of any automated shrink wrap line. They ensure products move smoothly and consistently from one stage to the next, supporting high-speed operations and precise film application. Without the right conveyor, even the most advanced shrink wrap machines can suffer from misaligned products, film waste, and reduced throughput.
Modern packaging conveyors, like those from Complete Packaging Solutions & Systems Inc. / Kallfass USA, are designed for seamless integration with shrink wrap machines. Their modular construction supports various layouts and production needs, while robust engineering guarantees durability and minimal downtime. Adjustable speeds, accumulation zones, and product separation features further enhance automation and efficiency, making them indispensable in demanding industrial environments.
Belted vs. lugged conveyor: What’s the difference?
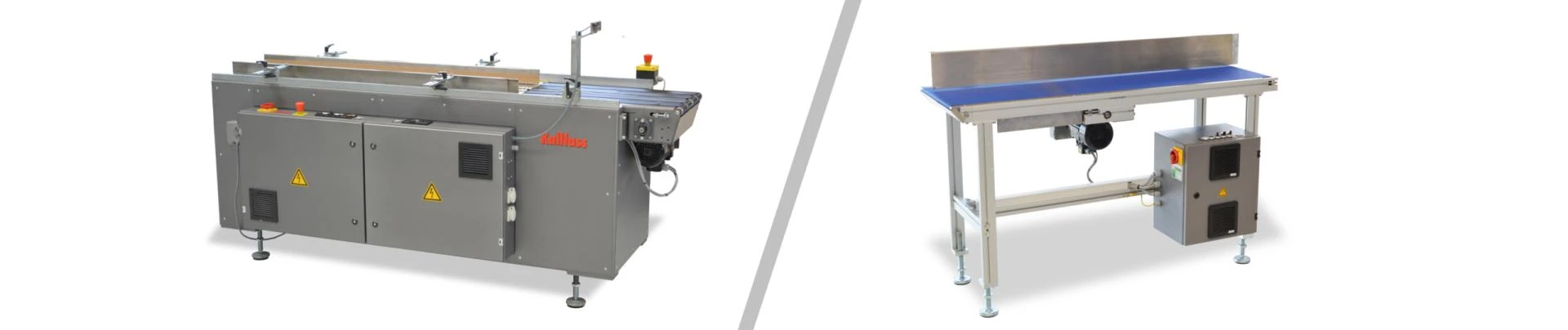
The choice between a belted conveyor and a lugged infeed conveyor depends on your product type, packaging speed, and the level of control needed. Belted conveyors provide smooth, continuous movement, ideal for stable and uniform products that do not require precise spacing or orientation. They are perfect for high-speed applications and can handle a wide range of product sizes. If your operation deals with boxes, cartons, or other steady items, a packing belt conveyor may be your best option.
In contrast, lugged infeed conveyors use fixed lugs or pushers to separate and position each item accurately. This design is essential for lightweight, irregularly shaped, or unstable products that need consistent spacing for effective wrapping or sealing. Lugged conveyors are preferred when precise timing and registration with the shrink wrapper are critical, such as with delicate or oddly shaped goods.
What Factors Should Guide Your Conveyor Selection?
Choosing the right packaging conveyor systems involves evaluating several key factors:
Product Stability and Shape: Stable products work well with belted conveyors, while unstable or irregular items benefit from lugged infeed systems.
Throughput Requirements: High-speed lines often favor belted conveyors for their continuous flow. When exact product spacing is vital, lugged conveyors excel.
Automation Level: Fully automated lines may require conveyors with advanced features like accumulation zones or product separation to prevent jams and maintain efficiency.
Integration Needs: Ensure your conveyor is compatible with existing or planned shrink wrap equipment. Kallfass packaging conveyors are designed for seamless integration,
reducing installation time and complexity.
How Do Packaging Conveyors Enhance Efficiency and Product Quality?
Packaging conveyors do more than move products—they optimize the entire shrink wrap process. By delivering consistent product alignment and spacing, they ensure accurate film application and clean seals. Automated features like adjustable speed controls and accumulation zones help minimize bottlenecks and keep production running smoothly.
Kallfass packaging conveyor systems are engineered for reliability, with rugged construction that withstands continuous use. Their modular design allows for easy customization, so you can adapt your line as your business grows or your product mix changes. This flexibility is especially valuable for manufacturers and contract packagers handling diverse products or fluctuating order volumes.
What Are the Benefits of Integrating Kallfass Packaging Conveyor Systems?
Kallfass packaging conveyors offer several advantages for businesses seeking high-performance shrink wrap solutions:
Durability: Built for demanding environments, these conveyors minimize downtime and maintenance needs.
Precision: Smooth, controlled transport ensures products are perfectly aligned for wrapping and sealing.
Flexibility: Modular design and customization options allow for easy adaptation to different product sizes and shapes.
Automation: Features like product separation and accumulation zones streamline the packaging process and boost throughput.
Compatibility: Designed to work with both semi-automatic and fully automatic Kallfass shrink wrap machines, supporting a wide range of applications.
How Do Product Size, Weight, and Shape Affect Conveyor Choice?
Product characteristics play a significant role in selecting the right conveyor. Heavy items require robust conveyors capable of supporting their weight without sagging or stalling. Lightweight or unstable products need controlled feeding and minimal turbulence to prevent shifting or tipping during transport. Irregular shapes may demand specialized guides or lugged infeed systems to maintain proper orientation and spacing throughout the wrapping process.
Kallfass packaging conveyor systems are designed to handle these challenges, with adjustable guides, servo-driven movement, and automated format switching. This ensures seamless transitions between different product sizes and shapes, reducing changeover time and improving overall efficiency.
Why Trust Complete Packaging Solutions & Systems Inc. / Kallfass USA for Your Conveyor Needs?
Complete Packaging Solutions & Systems Inc. / Kallfass USA has built a reputation for delivering high-end automatic shrink wrap machines and integrated packaging conveyor systems across North America. Their solutions are trusted by manufacturers in the food, bakery, wood, cosmetics, pharmaceuticals, and printing industries.
Kallfass systems feature motion control technology, energy regeneration, and require no compressed air, resulting in lower operating costs and greater sustainability. With 98.5%+ uptime, easy film switching, and no programming required in the field, these systems are engineered for performance, durability, and precision. They run all films equally, eliminate spacing issues, and save 10–15% on materials—making them ideal for businesses that prioritize quality and efficiency over price.
Contact Complete Packaging Solutions & Systems Inc. / Kallfass USA for a free consultation and discover the difference that top-tier packaging conveyor systems can make in your operation.